roughing end mill depth of cut
Roughing End Mills. Normally i would use a depth of cut of31 to625 with a625 dia roughing end mill for a full width slot feeding.

End Mills The Essential Beginners Guide
The material is 4140A the set-up is not an issue plenty to grab by in the vice.
. CNC Storage Systems. Higher feed rate and depth of cut are employed for this step so that high stock removal rate is obtained. 45 high helix flute design.
Change geometry - use an end mill with variable flute spacing or a small circular margin. This is because the cutting resistance is reduced because the chips are broken into short lengths by the wavy cutting edges. This step is called rough cut or roughing pass.
My initial numbers are 15 axial depth of cut 116 radial depth of cut speed 500 RPM and feed of 66 ipm. Choose the correct FPT for that material based on the diameter of your mill. Down-cut end mills do the opposite they leave a smooth top surface on your material.
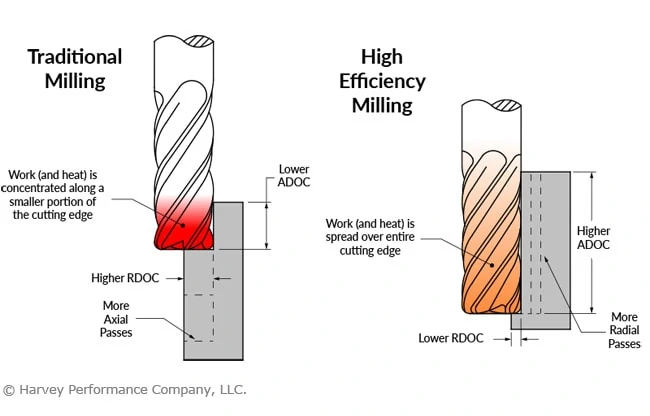
HEM is a roughing technique that uses a lower Radial Depth of Cut RDOC and a higher Axial Depth of Cut ADOC. These limit the size of cut that can be taken. The 4-flute end mills feature a 38 helix angle on the flute geometry and chamfers on the cutting edges to guard against chipping and premature wear of the edges in roughing.
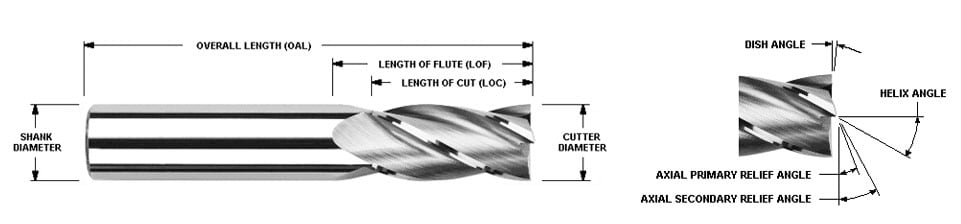
Excessive Wear of End Mill. Cutting Diameter The size measured as a straight line across the center of a theoretical circle formed by the cutting edges as the end mill rotates. FPT is in inches per tooth IPT or millimeters per tooth MMPT.
Cut Off And Grooving Tools. End Mill Definitions. For high-speed roughing width of cut is usually set at somewhere between 5 and 10 percent of the cutting tool diameter.
Possible milling operations with round insert cutters. Boring Heads. Choose the proper chip load factor CLF based on the radial depth of cut.
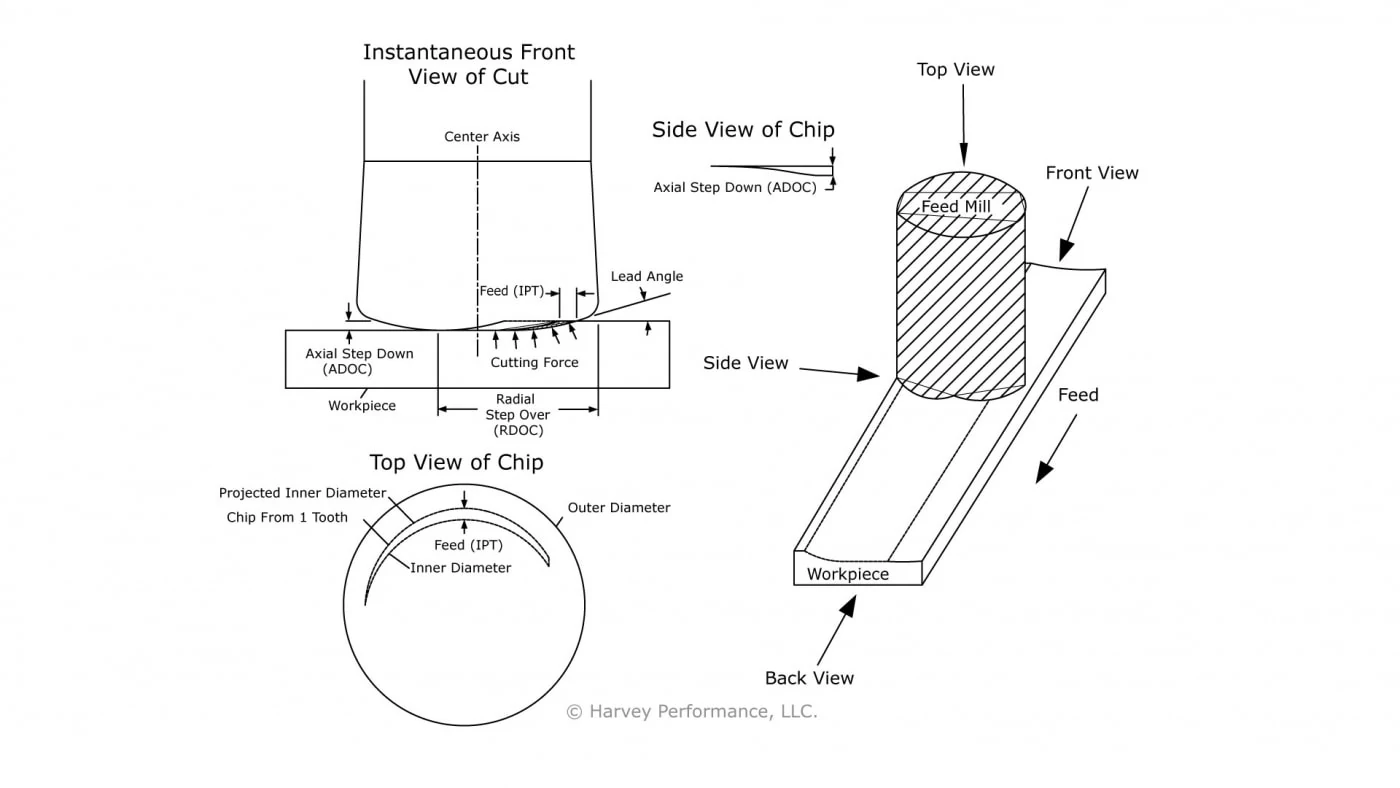
End mills Figure 1137 are obviously subject to severe torsional and bending stresses in use. Radial depth of cut RDOC the distance a tool is stepping over into a workpiece. This setting will impact RCT calculations as well.
Roughing end mills have scallops on the outside diameter that cause the metal chips on a workpiece to break into smaller segments. 2 If the depth of cut is shallow the revolution and feed rate can be increased. Machining to appropriate depths whether slotting or peripheral milling profiling roughing and finishing is vital to your machining success Figure 1.
Change to an end mill with more flutes. I am side milling the required depth is 15 inches. For example the average recommended feed rate for a 050-inch tool is approximately 0002 inch per tooth.
Vibration dampening variable flute spacing. Compression end mills combine the best of both worlds and produce a smooth surface on both ends of the workpiece when cutting. Also known as fly cutters these tools create a wide shallow cut on the face of the workpiece.
In first step bulk amount of material is quickly removed from workpiece as per required feature. I am using a HSS 34 diameter x 1-58 length roughing endmill machine has 20HP. 90 Degree Face Mill for WNHU.
With a cut equal to the full width of the cutter the. Inches per revolution ipr feed rate of the cutter for each revolution of the cutter. Radial Side Depth of Cut.
This spreads wear evenly across the cutting edge dissipates heat and reduces the chance of tool failure. Up-cut end mills eject chips towards the top of the workpiece leaving a cleanly cut bottom surface inside your material. This tool possesses two sharp finishing teeth and two radially recessed.
Work surface looks uneven and feels rough. Flute The deep spiral grooves behind each cutting edge that allow for chip formation and evacuation. The shallow radial stepover enables the deeper cut whereas a larger stepover value would generate more heat and require a shallower depth of cut to achieve the same metal removal rates.
3 Water-soluble cutting fluid is recommended. It cannot provide good surface finish and close tolerance. Due to variable spacing of flutes combined with the NR roughing profile vibrations cutting forces are minimized and metal removal rates are maximized.
I am creating a new calculator based on your feedback. Cutting Edge Tooth The sharp edge of the end mill tooth. They do cut very well - higher feed rates and depths and lengths of cuts - but over-loading or over-speeding will ruin them.
In stock and ready to ship. Roughing end mills are mainly used as their name suggests for rough milling material off when removing large amounts of material. From memory they are about 20mm 0800 and 10mm 38 with a plain spiral-fluted end mill - about 12mm 12 for scale.
Depth of cut plays a critical role in optimized roughing with best results in one pass at 2xD and the full flute length of the end mill. Multi-Cut end mills are specifically designed for high-performance roughing operations. Therefore only the FRFs for a depth of cut a p 6 mm were used for the calculation of the stability charts.
Choose from our selection of roughing end mills including cobalt steel square end mills high-speed steel square end mills and more. Also for the same reason the depth of cut for semi-finishing end mills can be increased. High-Speed Performance Milling 1 HSPM1 HSPM1 series milling cutters feature unequal flute spacing variable pitch to reduce or eliminate unwanted harmonic vibrations commonly known as chatter.
Please fill out the form below with feeds and speeds that work for you and I will place them into a new database for all to use. This means a 050-inch end mill will be engaged 0025 to 0050 inch. Widia hanita 5329388 series eccentric rougher 6 flute inch roughing finishing end mill 762 mm max depth of cut 3175 mm dia shank.
4 Climb cut is recommended for side milling. Choose the material to be machined from the left side of the chart. And Axial depth of cut ADOC the distance a tool engages a workpiece along its centerline are the backbones of machining.
This results in lower cutting pressures at a given radial depth of cut. In this paper stability investigations of a novel roughing-finishing end mill are carried out. Multi-Cut HP Roughing.
Change to higher helix geometry. Standard depths of cuts for roughing end mills can be set at a larger value than ordinary type end mills. Double sided 6 Cutting Edge Insert.
Theyre often used to level spoilboard so that it lies perfectly flat for.

Tooltypes Hardmetal Jpg

Endmill Selection Guide Redline Tools Redline Tools
Basic End Mills Technical Information Msc Industrial Supply Co

Selecting The Right Plastic Cutting End Mill In The Loupe

Technology Spotlight High Speed Trochoidal Tools

The Anatomy Of An End Mill

End Mills The Essential Beginners Guide

End Mill An Overview Sciencedirect Topics

The Anatomy Of An End Mill

End Mills The Essential Beginners Guide

Check Out Our New 6 Flute Endmill

End Mill An Overview Sciencedirect Topics

End Mill An Overview Sciencedirect Topics

7 Tips For Choosing The Right End Mill For The Job M M Sales Equipment

Kor Series End Mills Dynamic Milling Vs Conventional Milling Youtube

Pin On Cnc Frase

End Mills The Essential Beginners Guide
The Secret Mechanics Of High Feed End Mills In The Loupe
8 Ways You Re Killing Your End Mill In The Loupe